
Home : Workshop : Metalwork : Mini Mill :
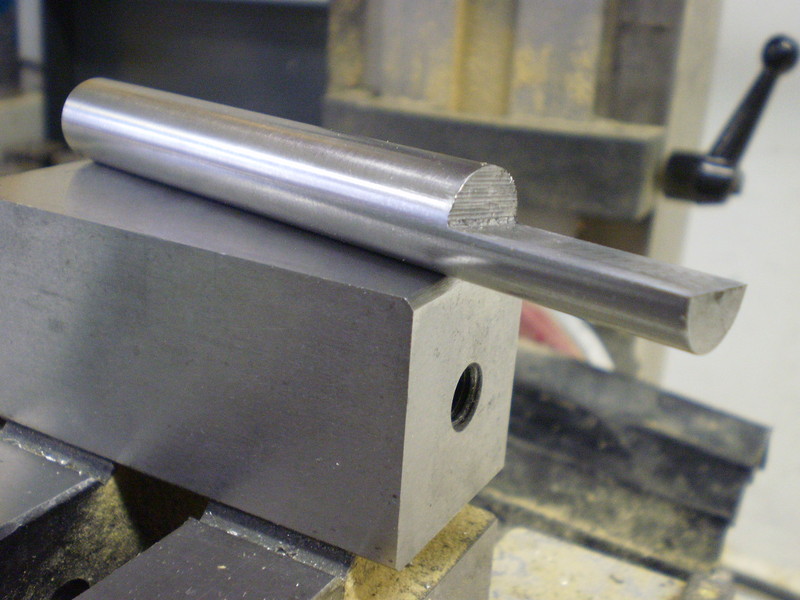
 All of my small part machining is done with the left front corner of the vise being 0/0 on my DRO's. Maybe I haven't spent enough, but I have not had much luck with the spring loaded edge (and center) finders. I use a piece of 1/2" drill rod with a notch .253" deep (leaving .247) and a .003" feeler gage (.247 +.003 = center/0) to zero my DRO's... To account for spindle run-out I locate the flat on the drill rod 90 degres to peak run-out.
All of my small part machining is done with the left front corner of the vise being 0/0 on my DRO's. Maybe I haven't spent enough, but I have not had much luck with the spring loaded edge (and center) finders. I use a piece of 1/2" drill rod with a notch .253" deep (leaving .247) and a .003" feeler gage (.247 +.003 = center/0) to zero my DRO's... To account for spindle run-out I locate the flat on the drill rod 90 degres to peak run-out.
When I came up with this, I didn't realize that electronic edge finders could be had for less than $20 (+12 for a 20mm collet, +4 for UM-5 batteries), but I think mine is less susceptible to my dyslexic tendencies (i.e. damage from moving the table the wrong way)... and the electronic one won't work with the ER-20 collet chuck that I now use for almost all drilling/milling (>= ER-32 is required).
Drill Rod Edge Finder
 All of my small part machining is done with the left front corner of the vise being 0/0 on my DRO's. Maybe I haven't spent enough, but I have not had much luck with the spring loaded edge (and center) finders. I use a piece of 1/2" drill rod with a notch .253" deep (leaving .247) and a .003" feeler gage (.247 +.003 = center/0) to zero my DRO's... To account for spindle run-out I locate the flat on the drill rod 90 degres to peak run-out.
All of my small part machining is done with the left front corner of the vise being 0/0 on my DRO's. Maybe I haven't spent enough, but I have not had much luck with the spring loaded edge (and center) finders. I use a piece of 1/2" drill rod with a notch .253" deep (leaving .247) and a .003" feeler gage (.247 +.003 = center/0) to zero my DRO's... To account for spindle run-out I locate the flat on the drill rod 90 degres to peak run-out.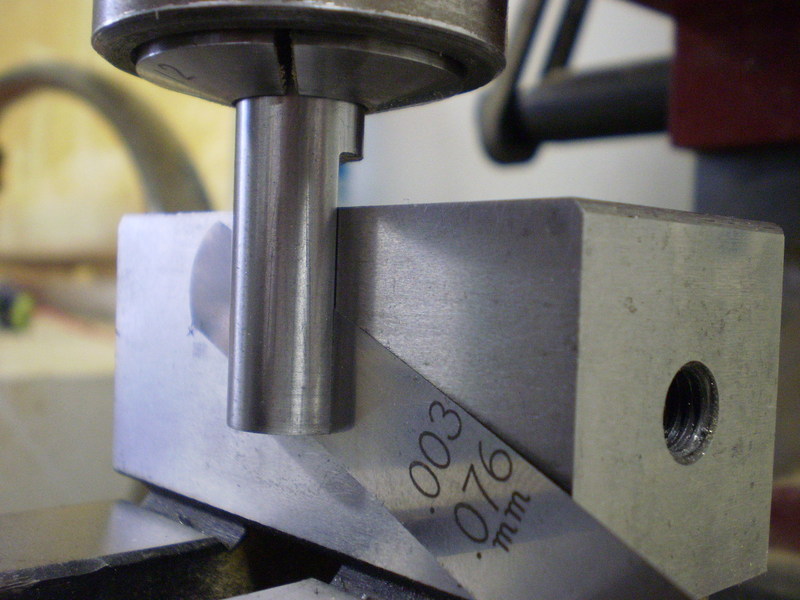{kind=link}
{kind=link}
When I came up with this, I didn't realize that electronic edge finders could be had for less than $20 (+12 for a 20mm collet, +4 for UM-5 batteries), but I think mine is less susceptible to my dyslexic tendencies (i.e. damage from moving the table the wrong way)... and the electronic one won't work with the ER-20 collet chuck that I now use for almost all drilling/milling (>= ER-32 is required).